 Язык
Язык  English
English Español
Español русский
русский- Наше видение: Быть отличным поставщиком глобальных решений для промышленных трубопроводных систем.
- Наша миссия: помогать строительству глобальных промышленных трубопроводов с помощью продукции, произведенной в Китае.
Сварная труба из нержавеющей стали, называемая сварной трубой, обычно используемая сталь или стальная полоса, проходящая через устройство, а также скручивание и формование формы после сварки из стальной трубы. Процесс производства сварных труб из нержавеющей стали прост, имеет высокую эффективность производства и множество спецификаций, но, как правило, имеет меньшую прочность, чем бесшовные трубы из нержавеющей стали.
В настоящее время основной технологией сварки является технология автоматической сварки, обычно использующая дуговую сварку под флюсом, плазменную сварку.
Форма сварного шва делится на прямошовную сварную трубу и спиральношовную трубу.
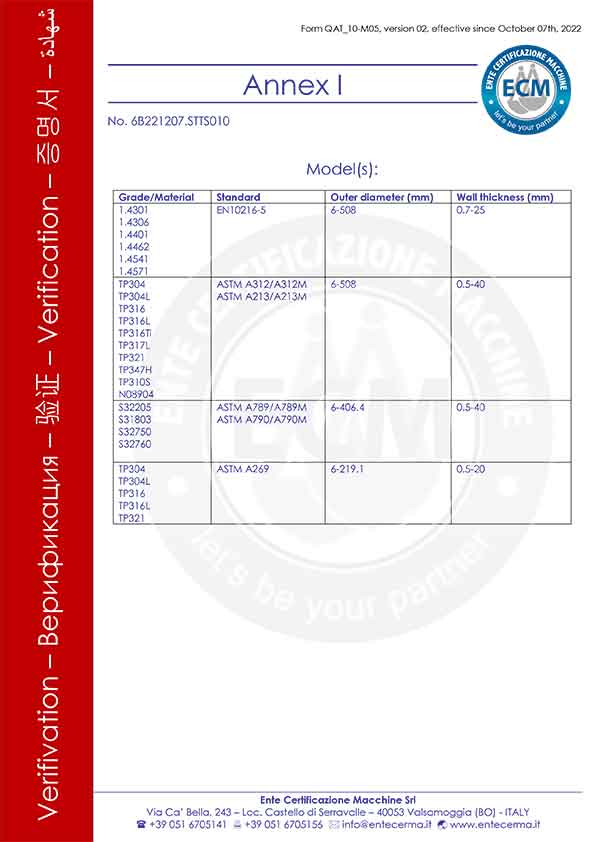
Распространенными материалами являются TP304/304L, TP316/316L, TP321, TP347H, 904L и т. д. Общепринятыми международными стандартами являются ASTM A312, ASTM A213, ASTM A269, ASTM A249, EN10217-1 и т. д.
Сварная труба из нержавеющей стали имеет высокую точность, одинаковую толщину стенки, высокую яркость внешнего вида трубы (марка поверхности стального листа определяет яркость поверхности стальной трубы) и может быть разрезана на любую длину, поэтому она в основном используется для трубы теплообменника. , жидкостная трубка, напорный трубопровод, механическая конструкция трубы и другие отрасли промышленности из-за его экономичности и красоты в высокоточных приложениях для жидкостей низкого и среднего давления.

Сплавы нержавеющих сталей 304 (S30400) и 304L (S30403) представляют со...


Сплавы нержавеющих сталей 304 (S30400) и 304L (S30403) представляют со...

Сплав 2205 (UNS S32305/S31803) представляет собой дуплексную нержавеющ...
- Наше видение: Быть отличным поставщиком глобальных решений для промышленных трубопроводных систем.
- Наша миссия: помогать строительству глобальных промышленных трубопроводов с помощью продукции, произведенной в Китае.
Shanghai Toko Technology Co., ltd является известным производителем и поставщиком. Мы стремимся производить и экспортировать бесшовные изделия из нержавеющей стали. трубы, сварные трубы из нержавеющей стали, фитинги и фланцы из нержавеющей стали, изделия из никелевого сплава, бесшовные и сварные трубы из титана и т. д. Наши заводы все сертифицированы ISO и PED, и продукция может быть произведена в соответствии со стандартом ASTM, JIS, DIN, EN, ГОСТ и т. д. Наша продукция широко используется в нефтегазовой, нефтехимической, Переработка сахара, обработка воды, опреснение, геотермальная промышленность и т. Д. Мы экспортируем в десятки стран и регионов, таких как США, Канада, Япония, Германия, Франция, Корея, Турция и т. д.
Международная система сертификации, эффективно укрепляющая конкурентоспособность предприятия.



 Новости отрасли
Новости отрасли
Среди прецизионных деталей высокотехнологичного производства, гайки из никелевого сплава C276 стали незаменимыми соединительными элементами ...
.jpg?imageView2/2/format/jp2) Новости отрасли
Новости отрасли
В современной промышленности Толстостенная бесшовная труба из нержавеющей стали стал незаменимым и важным материалом во многих областях благ...
.jpg?imageView2/2/format/jp2) Новости отрасли
Новости отрасли
В производственном путешествии шестиугольные бесшовные трубы из нержавеющей стали , от тщательного выбора сырья до первоначальной обработки ...
 Новости отрасли
Новости отрасли
В промышленной сфере коррозионная стойкость материалов является одним из важных критериев оценки их прикладной ценности. Особенно остро стоит пробл...
 Новости отрасли
Новости отрасли
В аэрокосмической отрасли, области, полной проблем и инноваций, выбор материалов имеет решающее значение. Среди них бесшовные трубы из никелевого сп...
В области производства сварных труб из нержавеющей стали, особенно в качестве профессионального производителя Сварные трубы из нержавеющей стали большого диаметра , крайне важно обеспечить качество сварки изделий. Дефекты сварки, такие как непровар, прожог, трещины и поры, не только влияют на эстетику и срок службы изделия, но также могут серьезно ослабить его структурную прочность и привести к угрозе безопасности. Принятие научных и эффективных мер по предотвращению этих дефектов играет решающую роль в повышении качества продукции и конкурентоспособности на рынке.
1. Предотвращение неполного проникновения
Неполное проплавление означает явление, при котором металл сварного шва и основной материал или сварочный слой локально не полностью сплавляются. При производстве сварных труб из нержавеющей стали большого диаметра непровар может привести к недостаточной прочности сварного шва и повлиять на несущую способность трубопровода.
Технические меры:
Оптимизируйте параметры сварки: в зависимости от типа, толщины и формы сварного шва материала точно установите сварочный ток, напряжение, скорость сварки и тепловложение, чтобы обеспечить достаточную глубину проплавления. Наша компания располагает современным сварочным оборудованием, которое может автоматически регулировать параметры сварки для адаптации к производству сварных труб из нержавеющей стали различных характеристик и материалов.
Технология двусторонней сварки. Для более толстых стенок труб двусторонняя сварка позволяет эффективно избежать проблемы неполного провара. Наша компания владеет этой технологией, чтобы обеспечить хорошее состояние сварного шва как изнутри, так и снаружи.
Предварительный нагрев и контроль межслоевой температуры. Правильный предварительный нагрев может улучшить свариваемость материала, снизить термическое напряжение и контролировать межслоевую температуру, чтобы избежать неполного проплавления, вызванного слишком быстрым охлаждением. Наш завод оснащен оборудованием для точного контроля температуры, обеспечивающим точный контроль температуры во время сварки.
2. Предотвращение прожога
Под прожогом понимается явление, при котором металл сварного шва плавится через основной материал сзади из-за чрезмерного нагрева или низкой скорости сварки во время сварки, что особенно часто встречается в сварных трубах большого диаметра.
Технические меры:
Точно контролируйте сварочный ток и скорость: выбирайте подходящий сварочный ток, чтобы избежать чрезмерного тока, сохраняя при этом разумную скорость сварки, чтобы обеспечить равномерное распределение тепла и предотвратить локальный перегрев.
Используйте подходящие сварочные материалы и защитный газ: выберите подходящие сварочные материалы в соответствии с составом основного материала и правильно настройте защитный газ, например аргон или смесь углекислого газа аргона, чтобы снизить риск окисления и прожога. Наша компания располагает разнообразными сварочными материалами для удовлетворения потребностей в сварке в соответствии с различными стандартами.
Усиление защиты задней части: для деталей, которые могут прогореть, используются керамические прокладки или технология задней газовой защиты для эффективной изоляции воздуха и предотвращения обратного окисления и прогорания.
3. Профилактика трещин
Трещины являются одним из наиболее опасных дефектов сварных соединений, значительно снижающих прочность и вязкость сварных швов.
Технические меры:
Выбор материала и предварительная обработка: выбирайте материалы из нержавеющей стали с низкой чувствительностью к растрескиванию, такие как TP304L, TP316L и т. д., и строго выполняйте анализ химического состава материала, чтобы гарантировать, что никакие вредные элементы не превышают стандарт. Все сырье нашей компании сертифицировано ISO и PED и имеет отличное качество.
Последовательность сварки и контроль напряжения: разумно организуйте последовательность сварки и используйте такие методы, как сегментированная расварка и симметричная сварка, чтобы уменьшить остаточное сварочное напряжение. В то же время используйте вибрационное старение или термообработку для дальнейшего устранения напряжений и предотвращения трещин.
Термическая обработка после сварки. Соответствующая термообработка сварных швов после сварки, такая как отжиг для снятия напряжений, может дополнительно устранить остаточное напряжение сварки и улучшить трещиностойкость сварных швов.
4. Профилактика пор.
Пористость – это полость, образующаяся в металле шва, когда газ не полностью выходит во время сварки, что влияет на плотность и прочность сварного шва.
Технические меры:
Оптимизируйте условия сварки. Содержите зону сварки в чистоте и сухости, чтобы предотвратить попадание влаги, масла и других примесей в сварной шов. Наша компания имеет специальный цех предварительной обработки сварки, обеспечивающий чистоту сварочных материалов и исходных материалов.
Улучшите эффект газовой защиты: увеличьте поток и охват защитного газа, особенно внутри свариваемой трубы большого диаметра, используя встроенные газовые форсунки, чтобы обеспечить полную защиту сварного шва внутри и снаружи.
Сушка и изоляция сварочного материала: Сварочный материал следует высушить перед использованием и хранить в изоляционном боксе, чтобы предотвратить попадание влаги в газ.
Как ведущий поставщик сырья с сертификацией ISO и PED, мы не только обладаем ведущим преимуществом в технологии, но также располагаем полной испытательной лабораторией и передовым и полным испытательным оборудованием, включая, помимо прочего, спектрометры, металлографические микроскопы, машины для испытаний на растяжение, машины для низкотемпературных испытаний, машины для рентгеновского контроля и т. д., чтобы гарантировать соответствие каждой партии продукции международным стандартам, таким как ASTM, JIS, DIN, EN и ГОСТ. Мы стремимся обеспечить высокую производительность и долговечность всей продукции, внедряя строгую программу управления качеством, от закупки сырья, контроля производственного процесса до проверки готовой продукции. Кроме того, мы активно прислушиваемся к отзывам клиентов, объединяем внутренние испытательные мощности для постоянной оптимизации продукции и предоставляем клиентам индивидуальные решения для удовлетворения их комплексных требований к химическому составу, механическим свойствам, неразрушающему контролю и высокоточному размерному контролю.
Точно контролируя параметры сварки, оптимизируя технологию сварки, усиливая предварительную и послесварную обработку материала, а также полагаясь на сильные возможности компании по управлению качеством и испытаниям, мы можем эффективно избегать дефектов сварки, таких как неполный проплавление, прожоги, трещины и поры в сварных швах. процесс производства сварных труб из нержавеющей стали большого диаметра и предоставление клиентам высококачественных и высоконадежных сварных труб из нержавеющей стали.
Авторские права © 2022 Shanghai Toko Technology Co., Ltd. Все права защищены.
